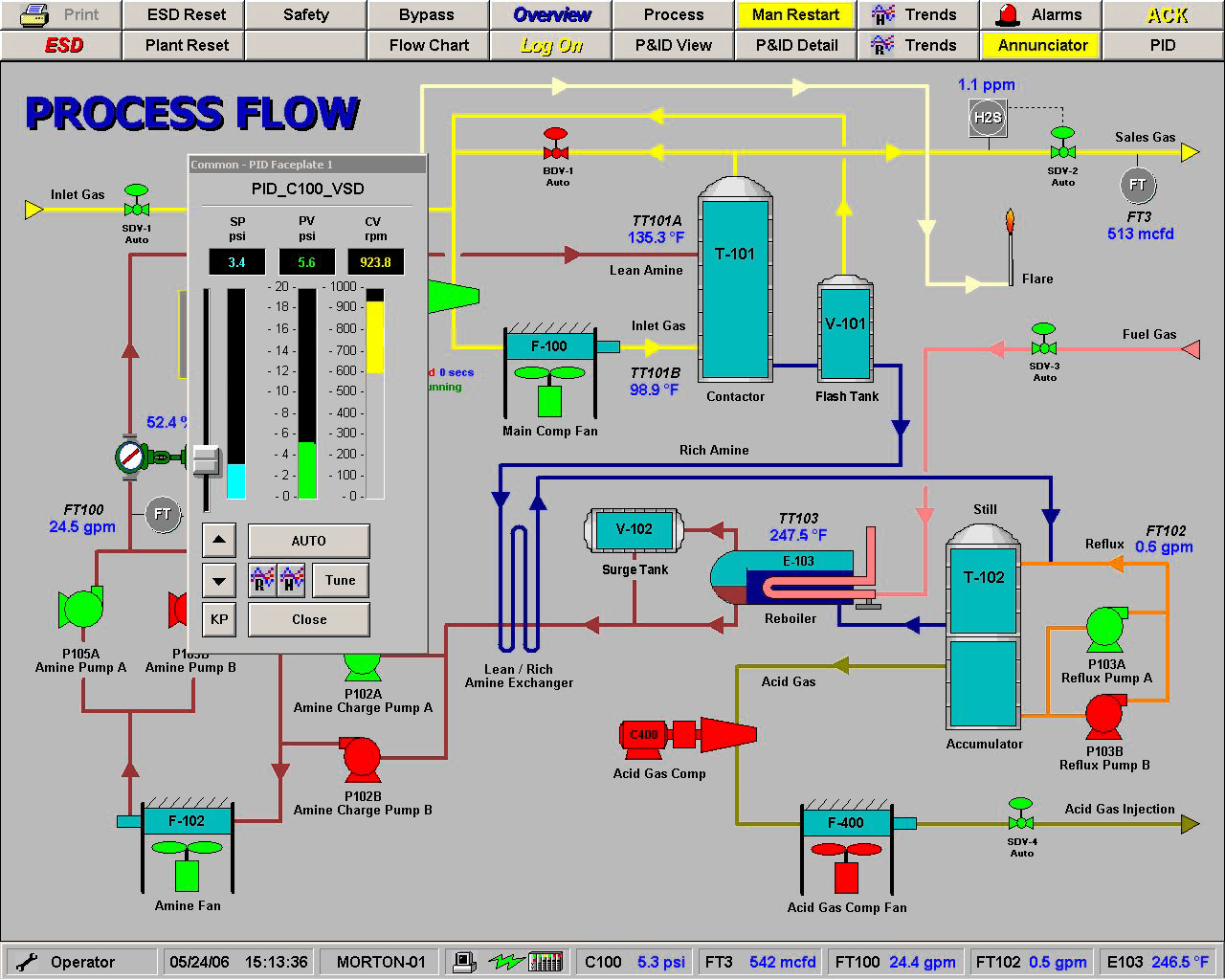
Installed a new HMI to allow the operators to interact with the PLC and control process conditions.
Installed new SCADA system to allow operators to remotely access the local PLC / HMI and respond to alarm conditions without having to drive to the plant.
Added a phone dialer to the SCADA system to alert operators to any alarms or abnormal process conditions.